
Jul
05,
2026
Quelle buse choisir pour votre imprimante 3D ? Découvrez les différences entre les buses 0.2, 0.4, 0.6 et 0.8 mm selon la précision, la vitesse, ...
Du filament à l’infini pour l’impression 3D à Orléans
Du filament à l’infini pour l’impression 3D à Orléans
Jul
05,
2026
Quelle buse choisir pour votre imprimante 3D ? Découvrez les différences entre les buses 0.2, 0.4, 0.6 et 0.8 mm selon la précision, la vitesse, ...
Jul
03,
2026
Le Bambu Lab PLA Pure est un filament PLA pensé pour une impression 3D plus propre en intérieur : formulation simple, émissions réduites, ...
Jul
01,
2026
Le TPU est un filament souple utilisé pour imprimer des pièces flexibles, antichocs ou antidérapantes : joints, patins, protections, coques et ...
Jul
01,
2026
Vous cherchez où faire imprimer une pièce 3D à Orléans ? Voici les solutions possibles selon votre besoin : impression personnelle, service en ...
Jun
25,
2026
PLA, PETG, ABS, ASA, PC ou filament support : choisir un filament Bambu Lab dépend surtout de l’usage final de la pièce. Voici un guide simple ...
Jun
24,
2026
Une pièce imprimée en 3D peut casser pour plusieurs raisons : orientation des couches, matière mal adaptée, parois trop fines, remplissage ...
Jun
19,
2026
Choisir une matière pour une ...
Jun
18,
2026
Guide matériau technique
Jun
13,
2026
Sur une voiture ancienne, une petite pièce plastique cassée peut vite devenir un vrai problème. Un cache introuvable, une patte de fixation ...
Jun
07,
2026
La Fête des Pères est souvent l’occasion de chercher un cadeau à la fois utile, original et personnel. Mais entre les ...
Jun
07,
2026
Imprimer une pièce en 3D capable de résister à l’eau, de limiter les infiltrations ou même de contenir un liquide est ...
Jun
03,
2026
Vous hésitez entre le PLA Matte Bambu Lab et le PLA Basic ...
Jun
01,
2026
Une pièce plastique cassée, introuvable ou trop chère à remplacer n’est pas forcément perdue. Impression 3D, modélisation, scan 3D : voici comment ...
May
27,
2026
Découvrez les astuces atelier RAINBOW3D pour mieux imprimer le PLA sur Bambu Lab A1, A1 mini, P1S et X1C : accroche plateau, AUX fan, PLA Silk, ...
May
24,
2026
Guide pratique pour choisir le bon PLA Bambu Lab : Basic, Matte, Silk+ ou Translucent selon le rendu, l’usage, l’AMS et votre projet d’impression 3D.
May
22,
2026
Guide pratique pour réussir vos impressions avec le PETG HF Bambu Lab : bons réglages, séchage, température, AMS et conseils pour éviter les ...
May
20,
2026
Le PLA est souvent considéré comme le filament ...
May
17,
2026
May
12,
2026
Le frelon asiatique est devenu une menace ...
May
08,
2026
Le choix du ...

Les imprimantes Bambu Lab sont réputées pour leur simplicité : on charge le filament, on choisit un profil, on lance l’impression… et dans beaucoup de cas, cela fonctionne très bien.
Mais dès qu’on imprime une grande pièce plate, un objet décoratif en PLA Silk, une figurine en PLA Matte ou un filament PLA d’une autre marque, les profils automatiques ne suffisent pas toujours. C’est là que quelques réglages terrain peuvent faire une vraie différence.
Dans cet article, RAINBOW3D vous partage ses astuces atelier pour mieux imprimer le PLA sur Bambu Lab A1, A1 mini, P1S et X1C : limiter le warping, réduire le stringing, améliorer l’accroche plateau et obtenir un rendu plus propre selon le type de PLA utilisé.
À retenir : ces astuces ne remplacent pas les profils Bambu Studio. Elles servent surtout à corriger les petits défauts que l’on rencontre en conditions réelles : pièce qui se décolle, coins qui remontent, PLA Silk moins brillant, filament qui fait des fils ou impression qui devient irrégulière.
À noter : si votre projet concerne une pièce unique, un prototype, une figurine, un objet décoratif ou une impression que vous ne souhaitez pas régler vous-même, il est aussi possible de passer par un service d’impression 3D à la demande. Cela permet de choisir la matière adaptée, le bon profil d’impression et le niveau de finition selon l’usage réel de la pièce.
Les profils intégrés dans Bambu Studio sont une excellente base, surtout avec du filament Bambu Lab. Pour du PLA Basic, du PLA Matte, du PLA Silk+ ou du PLA Translucent Bambu Lab, ils permettent souvent de démarrer rapidement sans modifier beaucoup de paramètres.
En revanche, une imprimante 3D ne travaille jamais dans des conditions parfaitement identiques : température de la pièce, propreté du plateau, géométrie de l’objet, vitesse d’impression, humidité du filament, type de PLA utilisé, ventilation autour de la machine… Tous ces éléments peuvent modifier le résultat.
L’objectif n’est donc pas de tout dérégler, mais de savoir quel paramètre toucher en premier selon le problème rencontré. C’est souvent là que l’on gagne du temps.
Si vous hésitez entre plusieurs types de PLA, vous pouvez aussi consulter notre guide dédié : PLA Basic, Matte, Silk+ ou Translucent Bambu Lab : lequel choisir ?
Sur Bambu Lab P1S et X1C, l’AUX fan peut être très utile dans certains cas, notamment pour refroidir rapidement certaines zones de la pièce. Mais sur de grandes impressions PLA, il peut aussi devenir une source de problème.
Le refroidissement latéral peut créer une contraction inégale de la pièce, surtout sur les grandes surfaces plates ou les objets avec des angles droits. Résultat : les coins se relèvent, la pièce commence à se décoller, et on pense immédiatement à un problème de plateau.
Pourtant, dans beaucoup de cas, le souci ne vient pas uniquement de l’adhérence. Il peut venir d’un refroidissement trop agressif sur un côté de la pièce.
Cette astuce est particulièrement intéressante pour les plaques, boîtiers, supports, grandes pièces décoratives ou objets avec une base large. Avant d’augmenter fortement la température du plateau, il peut donc être utile de commencer par réduire l’AUX fan.
Sur une imprimante fermée comme la Bambu Lab P1S ou X1C, la question revient souvent : faut-il imprimer le PLA porte ouverte ou porte fermée ?
En réalité, il n’y a pas une seule bonne réponse. Tout dépend de la température de la pièce, de la durée d’impression, de la taille de l’objet et des symptômes observés.
Notre règle simple : si la pièce est fraîche et que l’objet est grand, garder l’enceinte fermée peut aider à limiter les courants d’air. Si la pièce est chaude ou que l’impression dure longtemps, entrouvrir la porte peut aider à éviter que le PLA ramollisse trop haut dans la tête d’impression.
Sur Bambu Lab A1 et A1 mini, la question se pose différemment, car ces machines sont ouvertes. Il faut surtout éviter les courants d’air directs : fenêtre ouverte, ventilateur, climatisation ou porte de local qui s’ouvre régulièrement.
Une Bambu Lab peut imprimer très vite, mais tous les filaments PLA ne réagissent pas de la même façon. Certains PLA tiers donnent d’excellents résultats, mais pas forcément avec les vitesses prévues pour du filament Bambu Lab.
Si vous constatez du stringing, de la sous-extrusion, des surfaces irrégulières ou des claquements d’extrudeur avec un PLA non-Bambu, il ne faut pas forcément augmenter la température au hasard. Il peut être plus efficace de réduire la vitesse volumétrique ou de partir sur un profil plus prudent.
Cette méthode évite de perdre du temps à modifier dix paramètres en même temps. On garde une base stable, puis on ajuste uniquement la capacité du filament à suivre la vitesse de la machine.
C’est particulièrement utile avec les filaments PLA dont la formulation est différente : PLA Silk, PLA Matte, PLA chargé, PLA bois, PLA marbre ou certaines marques moins rapides.
Quand une impression PLA pose problème sur une Bambu Lab, il est important de ne pas modifier trop de paramètres en même temps. Avant de changer la température, la ventilation, la vitesse ou la rétraction, le plus simple est souvent de repartir d’une bobine de PLA connue et régulière.
Un PLA Bambu Lab Basic peut servir de bonne base de comparaison, car il est prévu pour fonctionner facilement avec les profils Bambu Studio. Si le problème disparaît avec un PLA fiable, cela peut indiquer que le souci venait plutôt du filament utilisé, de son stockage, de son humidité ou de sa capacité à suivre les vitesses élevées de la machine.
À l’inverse, si le défaut reste présent avec un PLA bien calibré, il faudra plutôt chercher du côté du plateau, de l’AUX fan, de la température ambiante, de la buse ou du profil d’impression. Cette méthode évite de dérégler inutilement une imprimante qui fonctionnait correctement.
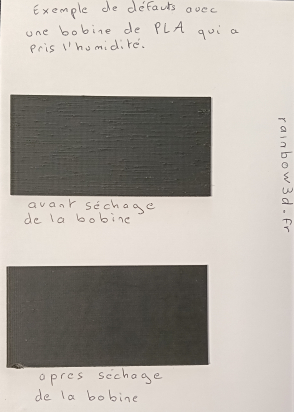
Si vous observez surtout des petits fils entre les pièces, des surfaces irrégulières ou une impression moins propre qu’avant, l’humidité peut aussi être en cause. Vous pouvez consulter notre guide dédié : faut-il sécher le PLA avant impression 3D ?
Le PLA Silk est très apprécié pour les objets décoratifs, les trophées, les logos, les figurines ou les pièces cadeaux. Mais son rendu dépend énormément de la vitesse d’impression.
Si la paroi extérieure est imprimée trop vite, l’effet brillant peut devenir irrégulier. La pièce peut sembler moins propre, moins lisse ou moins lumineuse, même si elle est techniquement réussie.
Astuce simple : pour un objet décoratif en PLA Silk, il vaut mieux ralentir les parois extérieures plutôt que ralentir toute l’impression.
Pour une pièce purement décorative, le temps d’impression supplémentaire est souvent largement compensé par un rendu plus propre et plus brillant.
Si votre objectif est le rendu visuel, le PLA Silk+ est donc un excellent choix. Pour une pièce plus technique ou plus sollicitée, il faudra plutôt choisir le filament selon la résistance attendue, pas seulement selon l’aspect.
Le PLA Matte est excellent pour les figurines, les maquettes, les prototypes visuels et les objets déco. Il masque mieux les lignes de couche qu’un PLA brillant classique et donne un aspect plus sobre.
En revanche, il ne faut pas le choisir uniquement pour son apparence si la pièce doit subir des efforts mécaniques. Pour un support, un clip, une pièce sollicitée ou un objet manipulé régulièrement, un PLA Basic, un PLA renforcé, un PETG ou un autre matériau peut être plus adapté selon le besoin.
Le PLA Matte est donc un excellent choix pour vendre ou offrir une belle pièce visuelle, mais il faut rester cohérent avec l’usage final de l’objet.
Quand on voit des petits fils entre deux parties d’une impression, le premier réflexe est souvent de modifier la rétraction. Pourtant, sur Bambu Lab, ce n’est pas toujours le meilleur premier réglage à toucher.
Le stringing peut venir d’un filament légèrement humide, d’une température trop élevée, d’une vitesse trop agressive ou d’un profil mal adapté au PLA utilisé.
Cette approche évite de corriger un problème dans le mauvais sens. Une rétraction trop modifiée peut parfois créer d’autres défauts : claquements, sous-extrusion, petites marques sur la pièce ou irrégularités.
Pour approfondir ce sujet, vous pouvez lire notre article : Faut-il sécher le PLA avant impression 3D ?
Une mauvaise accroche n’est pas toujours un problème de température. Très souvent, le plateau est simplement contaminé par des traces de doigts, de poussière, de colle, de spray ou de résidus invisibles.
L’alcool peut dépanner entre deux impressions, mais lorsqu’un plateau commence à perdre son accroche, le lavage à l’eau chaude avec du liquide vaisselle reste souvent plus efficace.
Astuce atelier : si une pièce PLA qui s’imprimait bien commence soudainement à se décoller, ne touchez pas immédiatement aux températures. Lavez d’abord le plateau à l’eau chaude avec du liquide vaisselle, rincez bien, puis évitez de toucher la surface avec les doigts.
Dans beaucoup de cas, un simple nettoyage complet du plateau règle plus de problèmes qu’une modification importante du profil d’impression.
Le PLA est moins sensible au warping que l’ABS ou l’ASA, mais il peut quand même se décoller sur les grandes pièces, surtout si elles ont des coins droits.
Dans ce cas, beaucoup d’utilisateurs ajoutent un brim complet autour de toute la pièce. Cela fonctionne, mais ce n’est pas toujours la solution la plus propre. Si seuls les coins posent problème, des petites oreilles d’adhérence, souvent appelées mouse ears, peuvent suffire.
Les mouse ears ont l’avantage d’être localisées, faciles à retirer et souvent suffisantes pour stabiliser les angles sans laisser une grande bordure tout autour de la pièce.
| Problème constaté | Réglage à tester | Pourquoi |
|---|---|---|
| Coins qui se relèvent | AUX fan à 0 %, mouse ears, plateau propre | Limite le refroidissement inégal et améliore l’accroche |
| PLA Silk terne ou irrégulier | Paroi extérieure à 30–60 mm/s | Améliore le rendu brillant et la régularité visuelle |
| Stringing en PLA | Baisser la buse de 5 °C, vérifier l’humidité | Évite de modifier la rétraction trop tôt |
| Sous-extrusion avec PLA tiers | Profil Generic PLA ou vitesse volumétrique réduite | Tous les PLA ne suivent pas les vitesses Bambu Lab |
| Mauvaise accroche soudaine | Lavage eau chaude + liquide vaisselle | Retire les graisses invisibles mieux qu’un simple essuyage |
| Bouchage après plusieurs heures | Entrouvrir la porte sur P1S/X1C si la chambre chauffe | Limite le risque de heat creep avec le PLA |
Ces valeurs ne sont pas des réglages universels, mais elles peuvent servir de base de départ pour affiner vos impressions selon le filament, la machine et la pièce à imprimer.
| Type de PLA | Usage conseillé | Réglage à surveiller |
|---|---|---|
| PLA Basic | Impression quotidienne, prototypes, pièces simples | Profil standard, plateau propre, vitesse adaptée |
| PLA Matte | Figurines, maquettes, objets visuels | Éviter les pièces trop sollicitées mécaniquement |
| PLA Silk+ | Objets cadeaux, trophées, décoration, logos | Ralentir les parois visibles pour améliorer le brillant |
| PLA Translucent | Lampes, diffuseurs, objets lumineux | Tester épaisseur, remplissage et nombre de parois |
Le bon réglage ne remplace pas le bon filament. Pour une pièce décorative, un PLA Silk+ ou Matte peut donner un rendu bien plus qualitatif qu’un PLA classique. Pour une impression simple, rapide et fiable, un PLA Basic reste souvent le choix le plus polyvalent.
Chez RAINBOW3D, nous proposons différents filaments PLA pour répondre aux besoins les plus courants : impression quotidienne, décoration, figurines, objets lumineux, prototypes ou pièces visuelles.
Choisissez un PLA Basic fiable, simple à imprimer et adapté aux impressions du quotidien.
Le PLA Matte est idéal pour obtenir un rendu plus sobre et mieux masquer les lignes de couche.
Le PLA Silk+ apporte un effet brillant très apprécié sur les objets décoratifs.
Le PLA Translucent permet de créer des pièces laissant passer la lumière.
Retrouvez notre sélection de filaments PLA ici : voir les filaments PLA disponibles chez RAINBOW3D .
Si vous imprimez sur Bambu Lab A1, A1 mini, P1S ou X1C, le choix du filament peut avoir autant d’importance que le profil utilisé. Un filament régulier, bien stocké et adapté à votre usage permet d’obtenir des impressions plus fiables et plus propres.
RAINBOW3D Orléans Métropole propose une sélection de filaments PLA pour l’impression 3D : PLA Basic, PLA Matte, PLA Silk+, PLA Translucent et autres variantes selon les arrivages.
Que vous cherchiez un filament Bambu, un filament PLA Bambu Lab ou un PLA compatible avec votre imprimante 3D, vous pouvez retrouver nos produits en ligne ou demander conseil au showroom.
Pour en savoir plus sur notre magasin et nos services, vous pouvez consulter : RAINBOW3D, magasin impression 3D à Orléans Métropole .
Un problème d’accroche, un PLA qui fait des fils, une pièce qui se décolle ou un rendu qui ne correspond pas à vos attentes ? Le choix du filament et les réglages peuvent faire une grosse différence.
Au showroom RAINBOW3D Orléans Métropole, nous pouvons vous conseiller sur le choix d’un filament PLA adapté à votre projet, que vous imprimiez sur Bambu Lab A1, A1 mini, P1S, X1C ou sur une autre imprimante 3D.
Pour aller plus loin, découvrez aussi notre guide : PLA Basic, Matte, Silk+ ou Translucent Bambu Lab : lequel choisir ?















Bonjour Karine,\n\nOui, c’est tout à fait possible que vos problèmes de bouchage soient accentués par la chaleur, surtout en période de canicule.\n\nSur certaines imprimantes fermées, la chaleur peut s’accumuler dans le haut de la machine. Résultat : la chaleur de la partie chaude de la tête d’impression peut remonter un peu trop haut, dans une zone où le filament est normalement censé rester suffisamment froid pour être poussé correctement par les engrenages.\n\nQuand cela arrive, le filament peut légèrement ramollir avant d’entrer dans la buse. Les engrenages patinent alors dessus, sans réussir à le pousser correctement. Dans les faits, on parle souvent de “bouchage”, mais techniquement ce n’est pas toujours un vrai bouchon dans la buse : on appelle plutôt cela du refluage thermique, ou heat creep.\n\nLe PLA est assez sensible à ce phénomène, car il ramollit relativement vite. En été, sur une imprimante fermée, cela peut donc clairement devenir un facteur aggravant.\n\nAprès, vous ne précisez pas le modèle exact de votre imprimante. Sur certaines machines récentes, les fabricants ont ajouté des évents ou une meilleure gestion de la ventilation justement pour limiter l’accumulation de chaleur dans le haut de l’enceinte.\n\nAutre point : vous dites que cela arrive “plus souvent”, ce qui laisse penser que vous aviez peut-être déjà quelques soucis de bouchage hors période de forte chaleur. Dans ce cas, la chaleur peut accentuer un problème déjà présent, mais il peut aussi y avoir d’autres causes : roue dentée avec des dépôts de filament, poussière, buse partiellement encrassée, résidus d’un ancien filament haute température, ou encore particules issues d’un filament chargé.\n\nSi c’est bien un problème de refluage thermique, sur les Bambu Lab X1 et P1, par exemple, on peut essayer de retirer le capot du dessus ou d’ouvrir légèrement la porte en été, surtout avec du PLA. D’autres imprimantes fermées peuvent aussi être concernées par la même problématique, comme certaines Creality K1 / K1C / K1 Max, Anycubic Kobra S1 ou Flashforge Adventurer 5M Pro.\n\nConcernant le filament en lui-même, les filaments Bambu Lab sont normalement très bien calibrés, aussi bien au niveau du diamètre que de la régularité. Le risque de bouchage lié au filament est donc assez faible avec du PLA classique de bonne qualité. En revanche, il faut être plus vigilant avec les filaments chargés, comme les PLA-CF, PLA-GF, bois, paillettes ou autres matériaux contenant des particules.\n\nDonc pour résumer : oui, la canicule peut clairement aggraver ce type de problème, surtout avec du PLA dans une imprimante fermée. Mais si le souci revient régulièrement, même hors forte chaleur, il peut être intéressant de vérifier aussi l’état de la buse, des engrenages d’entraînement et du chemin de filament.\n
Je n\'utilise que du pla bambu sur une imprimante bambu mais on dirait que depuis que c\'est la canicule j\'ai plus souvent de bouchage de buse . sa pourrait venir de ça ?