
Jun
07,
2026
La Fête des Pères est souvent l’occasion de chercher un cadeau à la fois utile, original et personnel. Mais entre les ...
Du filament à l’infini pour l’impression 3D à Orléans
Du filament à l’infini pour l’impression 3D à Orléans
Jun
07,
2026
La Fête des Pères est souvent l’occasion de chercher un cadeau à la fois utile, original et personnel. Mais entre les ...
Jun
07,
2026
Imprimer une pièce en 3D capable de résister à l’eau, de limiter les infiltrations ou même de contenir un liquide est ...
Jun
03,
2026
Vous hésitez entre le PLA Matte Bambu Lab et le PLA Basic ...
Jun
01,
2026
Une pièce plastique cassée, introuvable ou trop chère à remplacer n’est pas forcément perdue. Impression 3D, modélisation, scan 3D : voici comment ...
May
27,
2026
Découvrez les astuces atelier RAINBOW3D pour mieux imprimer le PLA sur Bambu Lab A1, A1 mini, P1S et X1C : accroche plateau, AUX fan, PLA Silk, ...
May
24,
2026
Guide pratique pour choisir le bon PLA Bambu Lab : Basic, Matte, Silk+ ou Translucent selon le rendu, l’usage, l’AMS et votre projet d’impression 3D.
May
22,
2026
Guide pratique pour réussir vos impressions avec le PETG HF Bambu Lab : bons réglages, séchage, température, AMS et conseils pour éviter les ...
May
20,
2026
Le PLA est souvent considéré comme le filament ...
May
17,
2026
May
12,
2026
Le frelon asiatique est devenu une menace ...
May
08,
2026
Le choix du ...
May
07,
2026
Veille matériau RAINBOW3D
May
05,
2026
Quand on ...
May
01,
2026
RAINBOW3D lance la location d’imprimantes 3D près d’Orléans
Découvrez le nouveau service ...
Apr
30,
2026
Le 1er mai est souvent associé à la Fête du Travail, au muguet et aux projets que l’on prend enfin le temps de préparer. Chez ...
Apr
29,
2026
En impression 3D, on pense souvent que la réussite dépend uniquement de l’imprimante ou des réglages du slicer. Pourtant, un élément est ...
Apr
17,
2026
Se former ...
Apr
14,
2026
RAINBOW3D s’installe dans ses nouveaux locaux !
Venez découvrir un nouvel espace consacré à l’univers de l’impression ...
Apr
30,
2025
C’est officiel : le showroom
Apr
21,
2025
Il y a quelques ...

Imprimer une pièce en 3D capable de résister à l’eau, de limiter les infiltrations ou même de contenir un liquide est possible, mais cela demande plus qu’un simple choix de filament. En impression 3D FDM, la pièce est construite couche après couche, avec des lignes de plastique déposées les unes contre les autres. Même lorsque le résultat semble parfaitement propre à l’œil nu, il peut rester de minuscules espaces entre les couches, les parois ou la couture verticale.
C’est pour cette raison qu’une pièce imprimée en 3D peut être solide, belle, fonctionnelle… mais laisser passer quelques gouttes après quelques minutes ou quelques heures. Pour réussir une impression 3D étanche, il faut donc travailler plusieurs points en même temps : le choix du matériau, la conception de la pièce, l’orientation d’impression, les réglages du slicer et parfois le post-traitement.
À retenir : une pièce imprimée en 3D peut être rendue étanche dans de nombreux cas, mais il faut toujours tester le résultat. Pour un vase, un cache exposé à l’humidité, une petite pièce de protection, un prototype ou une pièce de jardinage, les bons réglages peuvent suffire. Pour une pièce sous pression, un réservoir fermé ou une application sensible, un post-traitement et des essais sérieux sont indispensables.
Avant de parler réglages, il faut bien distinguer les usages. Une pièce “résistante à l’eau” n’a pas forcément besoin d’être totalement étanche. Par exemple, un cache extérieur doit surtout supporter l’humidité et les projections. Un vase ou une coupelle doit retenir de l’eau pendant un certain temps. Un raccord ou un petit réservoir, lui, demande beaucoup plus de prudence.
En impression 3D, il est donc plus raisonnable de parler d’une pièce “rendue étanche après réglage et test” plutôt que de promettre une étanchéité absolue dès la sortie de l’imprimante.
Une fuite ne vient pas forcément d’un trou visible. En FDM, l’eau peut passer par de très petits chemins :
L’objectif est donc de créer une pièce où les lignes de filament fusionnent correctement entre elles, avec assez de matière et assez de parois pour empêcher l’eau de trouver un passage.
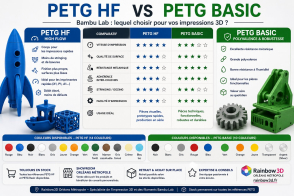
Le choix du filament est important. Il influence la résistance à l’eau, la qualité de fusion entre les couches, la solidité de la pièce et sa tenue dans le temps. Tous les filaments ne se comportent pas de la même manière.
| Matériau | Intérêt pour l’étanchéité | Points à surveiller |
|---|---|---|
| PETG | Très bon choix pour les pièces utiles, vases, caches, protections et pièces exposées à l’humidité. | Doit être bien sec. Une ventilation trop forte peut réduire la fusion entre les couches. |
| PLA | Possible pour des vases décoratifs, prototypes ou pièces simples. | Moins adapté à la chaleur, à l’extérieur durable ou au contact prolongé avec l’eau. |
| ASA / ABS | Intéressant pour l’extérieur, la chaleur et certaines pièces techniques. | Impression plus exigeante, retrait possible, enceinte conseillée. |
| TPU | Utile pour joints, bouchons, protections souples ou pièces flexibles. | Impression plus lente, précision différente, étanchéité à tester selon la géométrie. |
Pour la majorité des projets, le PETG reste souvent le meilleur compromis. Il est plus adapté que le PLA pour les pièces fonctionnelles, résiste mieux à l’humidité et permet de fabriquer des objets utiles, solides et durables. Pour découvrir les références disponibles, vous pouvez consulter notre sélection de filaments PETG.
Pour certains projets visuels, comme un vase, un petit réservoir de démonstration, une pièce lumineuse, un cache ou un contenant décoratif, le PETG Translucent Bambu Lab peut être un choix intéressant. Son rendu semi-transparent permet d’obtenir une pièce esthétique tout en conservant les avantages du PETG. Il faudra simplement soigner les réglages, car les défauts internes, les bulles et les lignes mal fusionnées se voient davantage avec un filament translucide.
Une pièce mal conçue sera difficile à rendre étanche, même avec un bon filament et de bons réglages. L’étanchéité se prépare dès la modélisation.
Une paroi trop fine laisse peu de marge. Pour une pièce qui doit retenir de l’eau ou résister à l’humidité, il vaut mieux prévoir une vraie épaisseur de matière. Avec une buse de 0,4 mm, une paroi de 1,6 à 2,4 mm est souvent plus rassurante qu’une simple paroi très fine.
Les angles droits internes sont souvent des zones sensibles. Ils concentrent les contraintes et peuvent créer des endroits où les lignes d’impression se rejoignent moins bien. Ajouter un petit rayon ou un congé dans les angles améliore la solidité et réduit le risque de fuite.
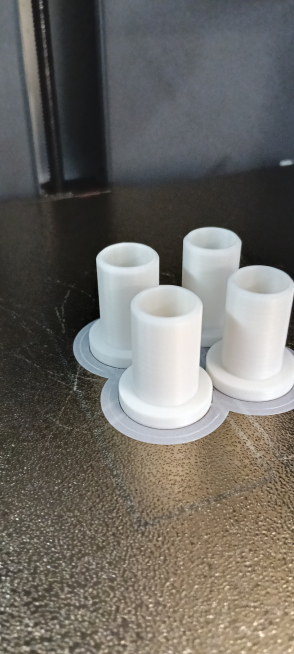
Une pièce imprimée debout ne présentera pas les mêmes points faibles qu’une pièce imprimée couchée. Pour un vase ou un petit récipient, le fond et la jonction entre le fond et les parois sont souvent les zones les plus critiques. Pour un raccord ou un tube, il faut éviter que l’effort ou la pression s’exerce directement sur les couches les plus faibles.
Si la pièce doit recevoir un couvercle, un bouchon ou un raccord, il est préférable de prévoir une vraie solution mécanique : joint torique, joint plat, portée d’appui propre ou filetage bien dimensionné. L’impression 3D peut fabriquer la forme, mais l’étanchéité finale est souvent améliorée par un joint adapté.
Les réglages exacts dépendent de l’imprimante, du filament et de la géométrie de la pièce. Voici une base de départ pour une impression en PETG avec une buse de 0,4 mm.
Profil de départ conseillé pour viser l’étanchéité en PETG :
Buse : 0,4 mm
Hauteur de couche : 0,20 à 0,24 mm
Largeur de ligne : 0,44 à 0,48 mm
Parois : 4 à 6 périmètres
Couches hautes et basses : 6 à 8 minimum
Débit : légèrement augmenté après calibration
Température : plutôt dans le haut de la plage du filament
Ventilation : faible, souvent entre 0 et 30 % selon la pièce
Vitesse : modérée, surtout sur les parois
Pour une pièce étanche, les parois sont plus importantes que le remplissage. Plusieurs périmètres créent plusieurs barrières successives. Si un micro-espace existe sur une paroi, il a moins de chance d’être aligné avec un défaut identique sur la paroi suivante.
Avec une buse de 0,4 mm, commencez avec 4 parois. Pour une pièce plus exigeante, vous pouvez passer à 5 ou 6 parois. Cela augmente le temps d’impression et la quantité de matière, mais améliore fortement les chances d’obtenir une pièce étanche.
On pense souvent qu’une pièce imprimée à 100 % de remplissage sera automatiquement étanche. Ce n’est pas toujours vrai. L’eau passe souvent par les interfaces entre les couches, les lignes de paroi ou la couture verticale. Une pièce avec des parois épaisses et bien fusionnées peut être plus fiable qu’une pièce simplement remplie au maximum.
Pour un petit réservoir ou une pièce technique, un remplissage élevé peut aider, mais la priorité reste : parois épaisses, bonne fusion entre couches, débit adapté et post-traitement si nécessaire.
Une sous-extrusion, même légère, peut créer de minuscules passages. Pour une pièce qui doit être étanche, il peut être utile d’augmenter le débit de quelques pourcents, après avoir calibré correctement le filament.
L’objectif est de mieux remplir les espaces entre les lignes. Il ne faut cependant pas exagérer : trop de débit peut provoquer des bavures, des surépaisseurs, du stringing ou des problèmes d’assemblage.
Une température légèrement plus élevée améliore souvent la fusion entre les couches. Pour le PETG, il est généralement préférable d’imprimer dans la partie haute de la plage recommandée par le fabricant lorsque l’objectif est la solidité ou l’étanchéité.
Attention toutefois : si le filament est humide, une température plus élevée peut faire ressortir davantage de bulles et créer des défauts. Avant de chercher à imprimer plus chaud, il faut donc s’assurer que le filament est bien sec.
La ventilation améliore les ponts, les petits détails et certains surplombs, mais elle refroidit aussi le plastique plus rapidement. Pour une pièce étanche, une ventilation trop forte peut réduire la liaison entre les couches.
En PETG, une ventilation faible est souvent préférable. Une plage de 0 à 30 % peut être une bonne base, à ajuster selon la géométrie de la pièce. Pour une pièce avec beaucoup de porte-à-faux, il faudra trouver un compromis entre qualité visuelle et fusion des couches.
Imprimer trop vite laisse moins de temps au filament pour se déposer correctement et fusionner avec la couche précédente. Pour les pièces étanches, il est préférable de ralentir les parois, surtout les parois internes en contact avec l’eau.
Une vitesse modérée sur les parois permet souvent d’obtenir une meilleure régularité, moins de défauts et une meilleure cohésion.
Les vases, pots, coupelles et petits réservoirs fuient souvent par le fond. Il faut donc augmenter le nombre de couches basses et vérifier que la première couche est régulière, bien écrasée, mais sans excès.
Pour une pièce qui doit contenir de l’eau, prévoyez souvent 6 à 8 couches basses minimum, voire davantage selon la hauteur de couche et la forme de la pièce.
La couture verticale est un point faible classique en impression 3D. Sur une pièce qui doit être étanche, il vaut mieux éviter de placer cette couture dans une zone directement exposée à l’eau, à la pression ou à une contrainte mécanique.
Si la pièce possède une face moins critique, placez la couture à cet endroit. Sur certains objets décoratifs simples, le mode vase peut aussi être intéressant, car il permet une impression continue sans couture verticale visible.
Le mode vase peut produire une paroi continue, sans couture verticale visible. Il est donc intéressant pour des objets simples comme des vases, des coupelles ou des contenants décoratifs.
Mais le mode vase imprime généralement une seule paroi. Cela limite la résistance mécanique et rend la pièce moins adaptée aux usages techniques. Pour un vase décoratif, cela peut fonctionner avec une largeur de ligne suffisante et un bon débit. Pour une pièce fonctionnelle, un petit réservoir, un raccord ou une pièce sollicitée, il vaut généralement mieux utiliser plusieurs parois classiques.
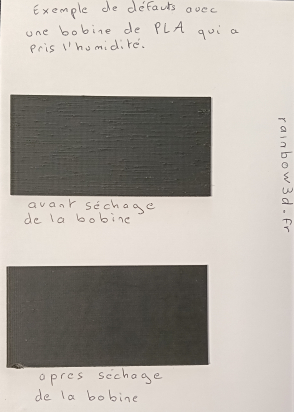
Un filament humide peut produire des bulles, du stringing, des petits trous, une surface irrégulière et une moins bonne liaison entre couches. Tous ces défauts peuvent devenir des chemins de fuite.
C’est particulièrement important avec le PETG, le TPU, le nylon et les filaments techniques. Pour une pièce étanche, il est préférable de partir d’un filament sec, stocké correctement et imprimé avec un profil stable.
Avec un filament translucide, le séchage est encore plus important, car les bulles et défauts internes se voient plus facilement dans la pièce finie.
Même avec de bons réglages, certaines pièces restent légèrement poreuses. C’est fréquent sur les formes complexes, les filetages, les angles internes, les surfaces rugueuses ou les pièces destinées à rester longtemps en contact avec de l’eau.
Le post-traitement permet de réduire ou de supprimer ces micro-porosités. Plusieurs solutions existent : vernis, résine, époxy, peinture technique, lissage chimique selon la matière, ou produit d’imprégnation conçu pour les pièces imprimées en 3D.
Pour les pièces imprimées en 3D présentant de fines porosités, le dichtol AM Hydro est une solution particulièrement adaptée. Il s’agit d’un produit d’imprégnation prêt à l’emploi, conçu pour pénétrer dans les micro-porosités et améliorer l’étanchéité des pièces.
Son intérêt est de ne pas seulement créer une couche de surface. Le produit peut pénétrer par capillarité dans les petits interstices, ce qui le rend utile pour les pièces imprimées en 3D qui présentent de très fines fuites ou une porosité légère.
Conseil pratique : pour une pièce simple, une application au pinceau peut suffire. Pour une pièce plus complexe, un trempage peut mieux traiter l’ensemble de la surface. Pour un canal interne ou un volume difficile d’accès, une application par injection peut être plus adaptée. Dans tous les cas, la pièce doit être propre, sèche et dépoussiérée avant traitement.
Le dichtol AM Hydro peut être judicieux pour :
Pour les pièces critiques, il reste indispensable de faire un test réel : remplissage progressif, observation sur plusieurs heures, contrôle des zones sensibles et vérification dans les conditions d’utilisation.
Voici une base de réglage pour une pièce simple en PETG, comme un vase, une coupelle, un cache ou un petit contenant décoratif :
Pour un rendu semi-transparent, le PETG translucent doit être imprimé avec soin : filament sec, vitesse raisonnable, bonne fusion entre les lignes et ventilation limitée.
Pour une pièce plus technique, comme un boîtier, un cache extérieur, un support de jardinage ou une protection proche de l’eau, l’objectif est double : limiter les infiltrations et conserver une bonne résistance mécanique.
Une pièce imprimée en 3D peut parfois contenir de l’eau, mais cela ne veut pas dire qu’elle est adaptée à la pression. Un raccord, une pièce de pompe, un circuit d’eau ou un réservoir fermé peuvent subir des contraintes importantes.
Pour les pièces sous pression, il faut être particulièrement prudent :
L’impression 3D est excellente pour prototyper, adapter, réparer ou fabriquer une pièce sur mesure, mais elle ne remplace pas toujours une pièce industrielle injectée, usinée ou certifiée pour un usage sous pression.
Il faut être prudent. Une pièce imprimée en FDM présente des couches, des micro-reliefs et parfois des porosités où des résidus peuvent rester piégés. Le filament, les colorants, la buse, le plateau, les additifs et le post-traitement peuvent aussi poser question.
Pour une gourde, une tasse, un récipient alimentaire ou un élément en contact avec de l’eau potable, il ne suffit pas que la pièce ne fuie pas. Il faut aussi que l’ensemble du matériau et du procédé soient adaptés au contact alimentaire. Sans garantie spécifique, il vaut mieux réserver les impressions 3D étanches aux objets décoratifs, prototypes, protections, pièces d’atelier, jardinage, hydroponie hors contact alimentaire direct ou tests techniques.
Avant d’utiliser une pièce imprimée en 3D comme pièce étanche, il faut la tester dans des conditions réalistes.
Si une fuite apparaît, sa position donne souvent une indication. Une fuite au fond peut venir d’un manque de couches basses ou d’une première couche imparfaite. Une fuite sur le côté peut venir d’un manque de parois, d’une mauvaise fusion ou d’une couture mal placée. Une fuite près d’un trou ou d’un raccord peut nécessiter une modification de conception ou l’ajout d’un joint.
Si vous avez besoin d’un vase, d’un prototype, d’un cache, d’un support, d’une petite pièce technique ou d’un objet sur mesure devant résister à l’humidité, le choix du matériau et des réglages est essentiel. Une pièce qui paraît simple peut demander plusieurs essais pour obtenir un bon compromis entre solidité, précision, rendu et étanchéité.
RAINBOW3D peut vous accompagner dans le choix du filament, les réglages d’impression et la faisabilité de votre projet. Vous pouvez consulter notre page dédiée à l’impression 3D à la demande à Orléans Métropole si vous souhaitez faire fabriquer une pièce sans gérer vous-même les essais.
Et si votre besoin concerne une pièce cassée, introuvable ou à reproduire, notre guide sur la réparation d’une pièce plastique par impression 3D peut vous aider à comprendre les différentes options : modélisation, adaptation, scan 3D ou impression directe.
Oui, c’est possible dans de nombreux cas, mais cela dépend du matériau, des réglages, de la géométrie et de l’usage. Une pièce décorative ou un vase est plus simple à rendre étanche qu’un raccord sous pression.
Oui, le PETG est souvent un très bon compromis pour les pièces résistantes à l’humidité. Il offre une bonne résistance, une bonne tenue pour les usages du quotidien et une impression plus accessible que certains matériaux techniques.
Pas forcément. Les parois épaisses, la bonne fusion entre couches et l’absence de micro-espaces sont souvent plus importantes que le remplissage seul. Pour beaucoup de pièces, augmenter le nombre de parois est plus efficace que simplement pousser l’infill à 100 %.
Le fond est une zone critique. Il peut manquer de couches pleines, présenter une première couche irrégulière ou avoir de petits espaces entre les lignes. Augmenter les couches basses, améliorer la première couche et ajuster le débit peut aider.
Non, pas toujours. Certaines pièces simples peuvent être étanches directement après impression. En revanche, pour une pièce complexe, une pièce avec contact prolongé avec l’eau ou un résultat plus fiable, un scellant comme le dichtol AM Hydro peut être très utile.
Il faut être très prudent. L’étanchéité ne suffit pas à garantir un usage alimentaire ou eau potable. Le matériau, les colorants, la buse, les micro-porosités et le post-traitement doivent être compatibles avec cet usage. Sans certification adaptée, il vaut mieux éviter.















Commentaires :0